Progress of work
The FIBRE4YARDS project started on the 1st of January 2021. The virtual kick-off meeting took place on 26-27 January. It assembled all the consortium partners and the representative of the European Climate, Infrastructure, and Environment Executive Agency (CINEA). The gathering was an opportunity to remind the objectives of the project, set up a detailed planning of activities for the first months and clarify expectations. It helped to reinforce the enthusiasm and understanding about the vision and goals of the work in FIBRE4YARDS. Most importantly, the discussions built a team spirit to set off to a very good start!
The technical activities were launched by the consortium partners in the first months of the project. The efforts concentrated mainly on the evaluation of current manufacturing processes as well as the evaluation and selection of FRP connection technologies. Starting from June 2021, many other activities will take off i.e. the set-up and optimisation of the manufacturing process, design for vessel production improvement and definition of tools for the Shipyard 4.0 concept.
In parallel, the partners started the market analysis focused on small- and medium-sized shipyards. An invitation to participate in a dedicated survey was issued to more than 400 European shipyards in order to assess the actual composite technologies and the level of automatisation in today's shipbuilding processes, as well as to evaluate the degree of interest on new technologies to be implemented in a new Shipyard 4.0. The survey can be found via the following link. In parallel, the survey team is conducting several interviews with relevant shipyards to gather more detailed information. For any query, the readers can also contact the FIBRE4YARDS survey team at fibre4yards@cimne.upc.edu.
In terms of dissemination activities, the consortium has been very busy issuing first publications such as the project public abstract, the project overview presentation and a press release. FIBRE4YARDS was also promoted by the coordinator Xavier Martínez from CIMNE who gave an introduction presentation about the project in the session themed “Manufacturing and industrial process methods” at the annual meeting of the E-LASS group on the 28th of January. What is more, Alfonso Jurado Fuentes from TSI represented FIBRE4YARDS at the workshop “Innovations on Deconstruction of Recreational Fiberglass Boats in Spain” organised on the 14th of April by AGAN+ (Asociación Galega de Actividades Náuticas, www.nauticacademy.org) on behalf of the CAPITEN project (Interreg-Atlantic Area, www.capiten.eu). Alfonso Jurado Fuentes gave an overview of FIBRE4YARDS with the idea of engaging and raising awareness on the new trends of composites manufacturing methodologies and the Shipyard 4.0 concept. Very recently, Xavier Martinez (CIMNE) also introduced the project at the Advanced Factories Expo & Congress on the 8th of June. The three presentations are available in the open access repository of FIBRE4YARDS set up on Scipedia. A new dissemination activity is scheduled on the 1st of July in a joint effort with the FIBREGY project, in order to present both projects to the European community working with composites in the marine and naval sector.
You can read more about this First Information Day in the "Get Together" section of our first newsletter.
Last but not least, the consortium partners have also initiated a collaboration with the members of the Advisory Board with a view of establishing non-disclosure agreements for future exchanges of information and results.
Note: please refer to the graph available here to understand the structure of the project and the interconnections between the work packages.
WP2 Assessment of advanced FRP production and joining technologies
The first achievement of WP2 was the mapping of the current FRP manufacturing and connection technologies. Then, the previous work was complemented with a detailed study of the different advanced manufacturing technologies available within the consortium, resulting in a Comparative Matrix of FRP Manufacturing Processes. Additionally, a dedicated laboratory test campaign was carried out to analyse samples manufactured by the project manufacturing technologies.
Likewise, a significant focus was placed on the connection technologies study. A thorough definition of the testing plan was devised, and the first phase study of the connection technologies has started. Single-lap-shear tests of the different joining techniques and materials are in progress.
The first results from coupon tests have been achieved, as pictured in Figure 1.
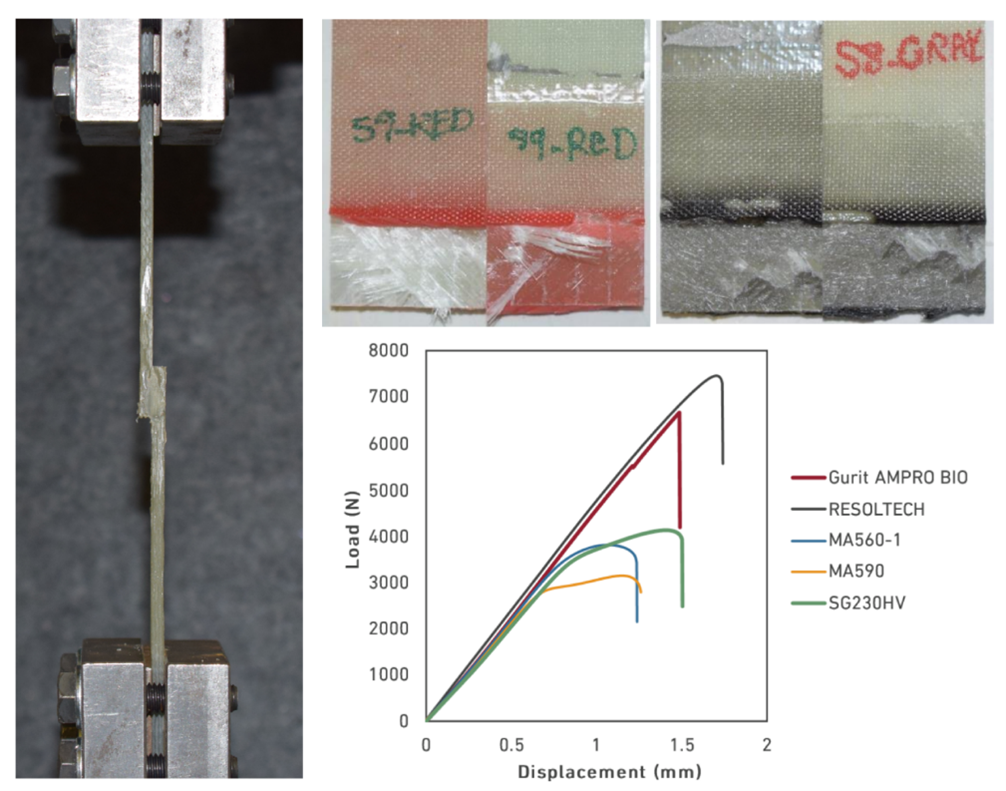
Figure 1: Example of Tensile Test Setup and Results for Adhesively Bonded Single Lap Joint.
The conclusions drawn will be used as input data to select the most suitable connection methods regarding the type of material and the mechanical connection requirements.
Furthermore, the demonstrators' preliminary geometries were identified, and the necessary project technologies improvement and adaptations are under evaluation. All technology providers performed an initial sensor selection and the analysis of the acquired data will be used to optimise the process.
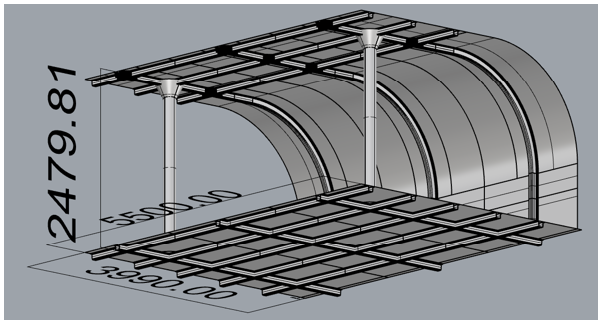
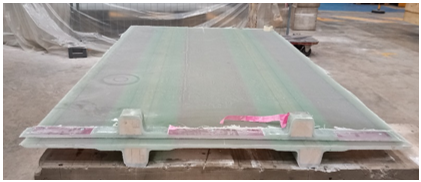
Finally, the team concluded the state-of-the-art review and the benchmark of current structural prototypes using the Acoustic Black Hole (ABH) as a functionalisation methodology to add structural damping without adding mass. The definition and modelling of a composite plate are underway to produce 3 prototypes of 1m² and to assess damping added by the ABH in composite structures. In Figure 2 there is a photo of two plates, one with and another without ABH, manufactured in a milling machine as pre-prototype plate to help understand the eventual difficulty to be tackled on the final prototypes, and also to have a first impression on the potential damping gain achieved with such design of ABH.
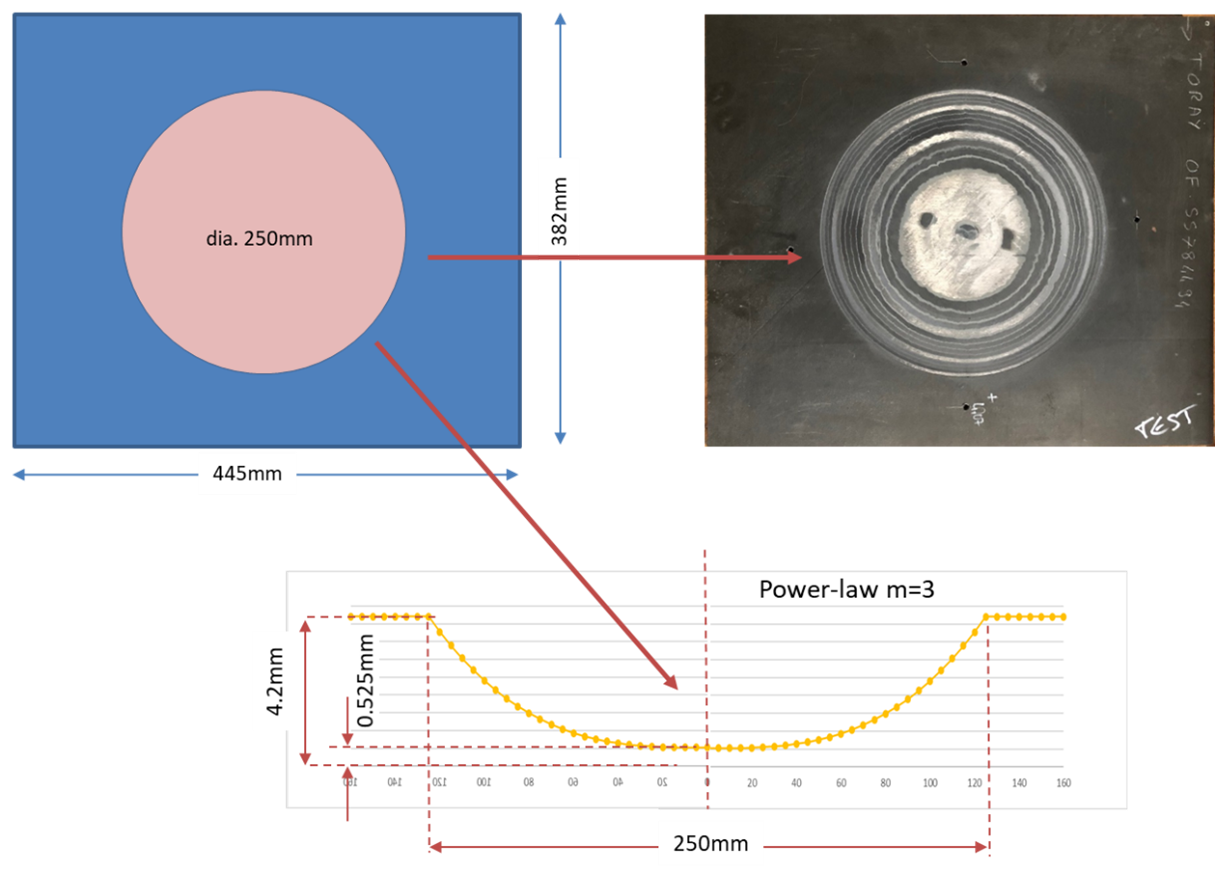
Figure 2: ABH (Ø 250mm, power-law 3) machined in a composite plate 4.2mm thick and sized 382x445mm.
WP3 Design and engineering for vessel production improvement
The project partners progressed in several fields. The summary of current achievements is provided below:
CFD model (Tdyn CFD) involving CompassIS and 10XL:
- Real 3D viscous, turbulent flow
- Advance velocity: 40 Kn
- Sea Condition 2 monochromatic wave in the direction of advance included
- Sink and trim dynamics considered (ODDLS and ALEMESH formulations approach)
FEA model (Tdyn RamSeries):
- Laminates created and exported from ComposeIT
- Tool developed for importing materials and laminates from ComposeIT to Tdyn RamSeries
- Original materials and laminates
- Hydrostatic load corresponding to operation draft
- Dynamic pressures corresponding to operating speed and sea condition (coming from the CFD for time step including a pressure peak)
- Different tanks’ content and equipment loads
- Structure self-weight
FEA NL Dynamic model (Tdyn RamSeries)
Non-Linear dynamic analysis performed including:
- Hydrostatic load corresponding to operation draft
- Dynamic pressures corresponding to operating speed and sea condition (coming from the Tdyn CFD for the whole run)
- Structure self-weight
- Weight loads corresponding to the operational condition considered (and their corresponding inertias)
CAD model + ComposeIT + Rules (MARS2000, NR600) involving TSI, Curve Works, Irurena, Naval Group, Bureau Veritas:
- Catamaran 3D model created
- Basic dimensions and scantling for the original design ready
- Catamaran original structure designed
- Preparing results to advance manufacturing partners: next iteration in the design
Discussed design challenges:
- Curved panels and pultrusion sections to be used in the S/E and some parts of the hulls
- S/E design proposed by TSI
- Modifications proposed by Curve Works, to adapt to curved panels’ technology capacity and tolerances
- Discussed actual design for demonstrator: S/E designs proposed by TSI, to be discussed with tech providers and especially with Naval Group
WP4 Smart manufacturing for Shipyard 4.0
WP4 made quite some progress during the last months of the project. The different technology providers (Irurena, INEGI, Naval Group, Curve Works, 10XL) and TSI have worked collaboratively in identifying the most interesting parameters from the production control and equipment maintenance perspectives. These parameters range from temperatures at the exit of the mould where the UV curing takes place, ultrasounds for the detection of leaks on the vacuum bag prior to the infusion process, power consumption of the different energy-intensive equipment or air presence at the resin inlet. Furthermore, sensors selection for gathering specific and valuable data from the manufacturing systems started, with the idea of purchasing them to be used in the sensor network of the monitoring system that TSI is developing.
In addition, CIMNE worked in the development of the web platform that will manage, store and analyse all the data coming from the different sensors installed on the different facilities. Using Docker as a development tool, PostgreSQL for data management or Grafana for visualization purposes, among other building blocks, the web platform is already up and running, ready for the upcoming integration with the hardware of the monitoring system.
Last but not least, CIMNE worked on the development of a Digital Twin Model for Curve Works’
manufacturing process. By using pressure sensors and real-time images of the resin infusion process, it is expected that it will be possible to identify in real time defects or voids generated during the vacuum infusion, enabling the automatic detection of faulty parts and consequently reducing manufacturing costs and optimizing the process.

Figure 3: Vacuum infusion process at Curve Works' facilities. Image credit to: Curve Works.
WP5 Environmental Life Cycle Analysis (LCA), recycling and waste management
WP5 run by Lodz University of Technology was launched on the 1st of January 2022. The main objectives of WP5 are to:
- perform a life cycle assessment analysis of advanced and innovative FRP manufacturing and connection technologies such as hot stamping, out of die UV curved pultrusion, AFP, ATP, 3D printing, curved panels developed in the project
- assess the environmental impact of two designed vessels (demonstrators): a patrol boat and a passenger catamaran
Finally, Lodz University of Technology will deliver recommendations for optimal solutions of the environmentally friendly FRP production technology for the shipbuilding industry. The LCA analysis will be performed according to ISO14040/14044 standards and based on environmental models such as ReCiPe 2016, IPCC 2021 in collaboration with technology providers of the FIBRE4YARDS consortium.
The main activities in WP5 in the second half of 2021 were: verification of materials availability in the Ecoinvent database for LCA analysis and preliminary calculations of the carbon footprint for selected materials. In December 2021, the team of Lodz University of Technology visited the technology provider INEGI in Porto to be acquainted with the hot stamping technology and fixing the scope of the life cycle inventory analysis.
WP6 Manufacturing and testing of demonstrators
In WP6, which has not started yet, the consortium will focus on the evaluation of manufacturing and assembly technologies, and on the overall strategy (Smart Factory) of the Shipyard 4.0, as well as on the manufacture of a full-scale demonstrator that will bring together the promising composite technologies studied in the upstream work packages by all the partners. This demonstrator will validate the feasibility of the solutions devised and the gains made, particularly in terms of automation and environmental performance. In more details:
3 partners will work on the manufacturing of small-scale demonstrators:
- Curve Works will manufacture curved composite panels according to WP3 technical specifications,
- 10XL will create a composite panel using the AFP technology,
- Naval Group will realise several flat stiffened composite panels using vacuum infusion process
8 actors will work on the manufacturing of real-scale demonstrators:
- An FRP space frame representative of one of the 2 designed vessels will be built. Curve Works, Irurena, 10XL INEGI and Naval Group will provide flat and curved panels. Composite panels will be assembled by Naval Group in France.
- The second demonstrator will be a 3D printed structure managed by 10XLwith the participation of CIMNE and TSI.
5 partners will work to realise tests on composite panels and assemblies:
- Naval Group, Curve Works and 10XL will provide the demonstrators
- IRT Jules Verne will realise the static and fatigue tests
- Bureau Veritas will describe and prescribe the fatigue tests (loading histogram)
- TSI will execute vibrational tests
- Bureau Veritas will produce the development of qualification guidelines for the design, engineering and fabrication process
WP7 Business plans. Cost-benefit analysis. IPR exploitation and market uptake
The recent work in WP7 focused on the exploration of the current market situation and business trends in the marine and shipping industry. An extensive and robust analysis of the current shipping market was prepared along with its dynamics in the context of the European shipbuilding contestability and the implementation of the Shipyard 4.0 technologies. From a maritime trade and shipbuilding perspective the findings revealed the followings:
- The Covid-19 pandemic severely affected the global and European economy and consequently the maritime trade. In 2020, seaborne trade growth plunged to -3.05% compared to 1.7% in 2019. European shipyards were significantly hit by Covid-19 in terms of both production and demand. In many Member States, shipyards were closed for extended periods and construction delays were common. In Q4 of 2021 however, signs of recovery could be already seen and the number of new orders are expected to be increasing from Q1 of 2022.
- The European shipbuilding sector still faces strong international competition from the three Asian countries: China, South Korea and Japan. Together, they represent more than 96% of the global shipbuilding output by Gross Tonnage. The Asian sector is mainly driven by the construction of bulkcarriers, tankers, and container ships, whereas shipbuilding in Europe is dominated by passenger and cruise ships and leisure boats. Also due to the absence of effective global trade rules and the intensive overseas state supports for domestic shipping companies, European shipbuilders have to cope with a distorted market. Growing trade protectionism and inward-looking policies are exacerbating European shipbuilding contestability.
- FRP technologies are widely researched and tested for maritime utilisation but a rapid upscaling of FRP usage may get challenged by supply issues as the European production capacity is limited. FRP manufacturing processes are prone to inconsistency in quality. This can lead to failure and the premature deterioration of the material. The development and implementation of quality standards are required. This would also positively influence the large-scale adoption of this technology. However, ground-breaking new FRP technologies are continuously being developed advancing the wide application, the longevity and the sustainable use of composite materials.
- By IMO’s and the EU’s recent GHG goals for 2050, shipping is forced to lower significantly its environmental impact which creates considerable challenges for the shipping industry. Operators must look to alternative low carbon or no carbon fuels and are facing a more demanding operational framework, with higher expectations and higher costs.
Note: To understand the structure of the project and the dovetailing of the work packages, please see the diagram available here.
WP2: Assessment of Advanced FRP Production and Joining Technologies
Single-lap shear tests were performed for the different joining techniques and materials, and an overall comparative chart was prepared (Figure 1). The conclusions drawn will serve as input data for selecting the most suitable connection methods in terms of material and mechanical joint requirements.
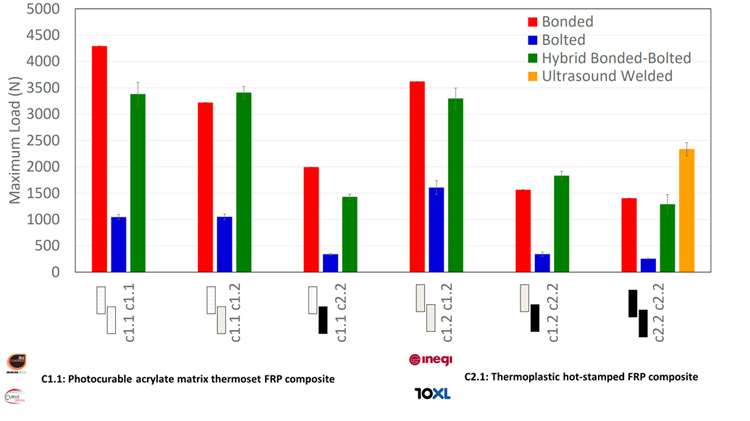
Figure 1: Comparative study of the connection technologies
As for the connections’ subcomponent level, the consortium has defined relevant assemblies and test scenarios to validate their suitability for the planned use cases. Experimental validation procedures will follow as part of this task. The new IRURENA pultrusion line was scaled up from lab-scale to a pre-industrial level (Figure 2).
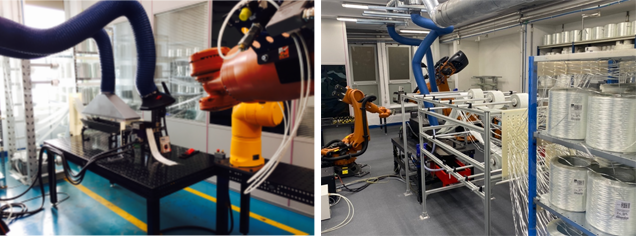
Figure 2: Out-of-die UV curing pultrusion machine industry (prior to FIBRE4YARDS; left);
(b) Newly designed and assembled machine for Naval Group (right)
The new machine was designed and assembled accordingly. The pilot plant is already operative and the first trials with simple plate-shaped profiles have been successfully performed. For INEGI’s Continuous Fibre Hot Stamping, IoT and Industry 4.0 methodologies have been applied, resulting in dashboards for shop floor monitoring (Figure 3).
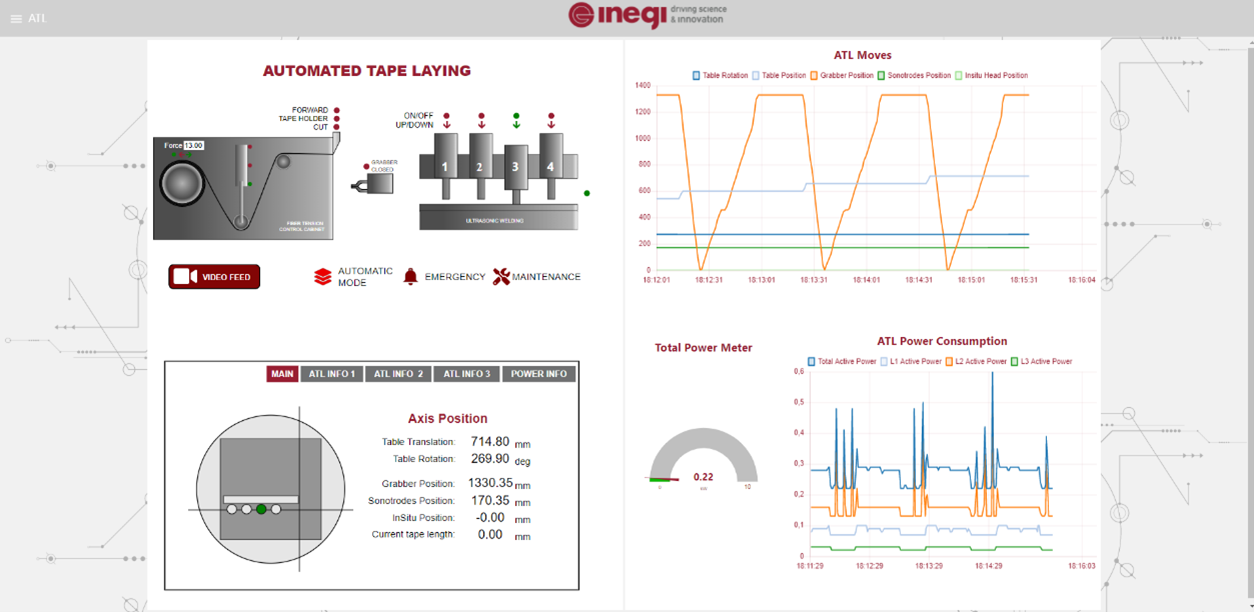
Figure 3: Hot stamping cell - ATL (Automatic Tape Laying) dashboard
Task T2.4 (Acoustic damping) is in the phase of simulation optimisation, which will determine two “best” configurations of acoustic black holes (ABH): diameter, power law, residual thickness and positioning in the two demo plates to be machined (Figure 4). The main plates have just been finished and will soon be cut. The ABH machining is planned for September 2022, and by October/November the plates (1 m²) will be shipped to TSI for vibration testing and damping level determination..
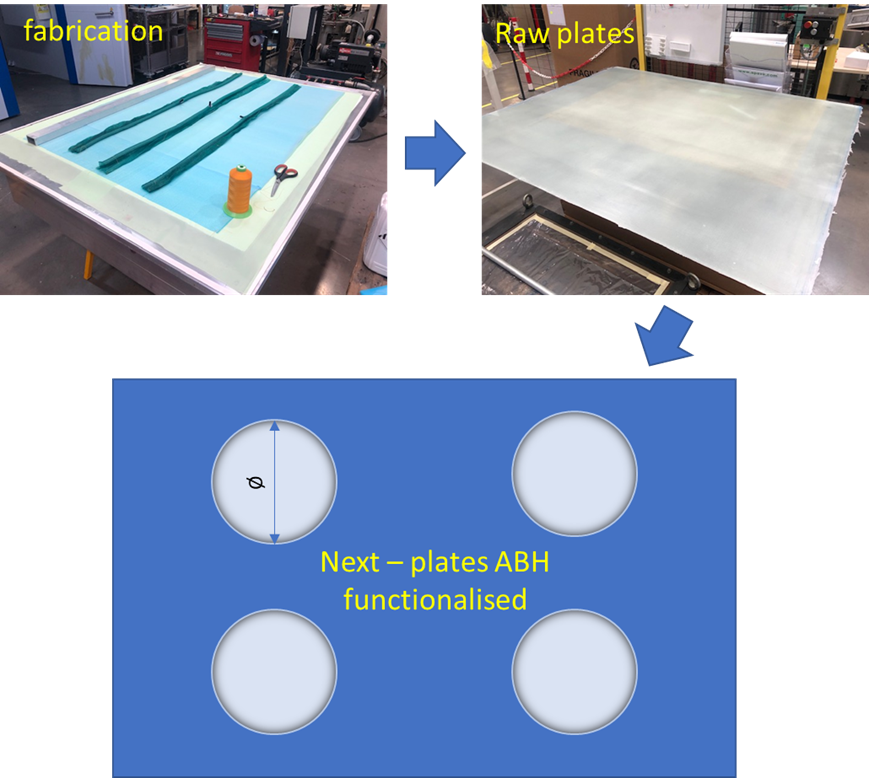
Figure 4: Composite plate functionalised with ABH for enhanced damping
WP3: Design and Engineering for Vessel Production Improvement
Numerical procedures
The numerical model for connections was completed by CIMNE and integrated into the Tdyn RamSeries FEA interface by CompassIS. Validations and benchmarks for this model have been performed. Currently, numerical models for pultrusion beams and thermoplastics are being elaborated and will also be integrated into the Tdyn RamSeries interface.
Demonstrator Patrol Boat
- Work on the 3D-printed and ATP (Automatic Tape Placement) hull redesign continues (10XL + CompassIS);
- CompassIS is preparing a report on the FEA of the original design;
- Based on this report, BV will review the methodology, which will also be used to analyse the redesigned patrol boat structure.
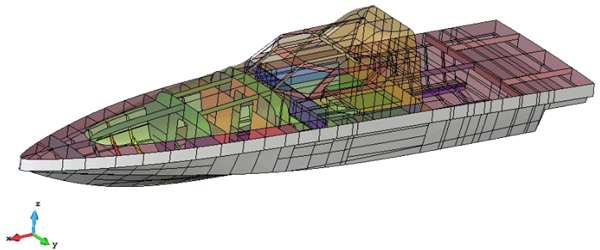
Figure 5: 3D CAD model (patrol boat)
10XL proposed the following workflow for redesigning the structure of the patrol boat, using 3D printing and ATP technologies:
- Generate a shell in CAD (no supports, only outer shell);
- >Slice the file generating a double wall, infill patterns and support. Currently, optimal settings are being investigated;
- Modify the generated g-code (the current version of the Slicer software does not meet 10 XL’s ideas for optimal production);
- Import the adjusted code in the post-processor.
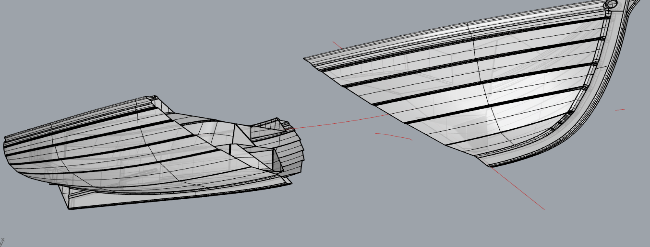
Figure 6: CAD model for 3D printing
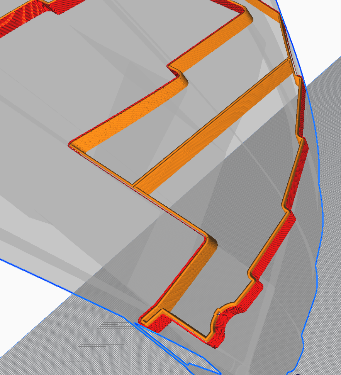
Figure 7: CAD model including slicing for generating the double-wall, infill patterns and support
10XL also pointed out potential difficulties in production:
- Proper adhesion of the trusses is difficult to achieve;
- Optimal ‘Z-hop’ (strategy to change from outside to inside layer) is difficult to achieve. 10XL is currently working on a solution to this problem;
- Changing robots from Yaskawa to ABB required different corner approaches. The solution is to use rounded edges and modify the acceleration / deceleration settings. Also, the resolution had to be reduced to be able to read the extremely high number of points.

Figure 8 (from left to right): Trusses adhesion tests (left) and tests for optimal ‘Z-hop’ (center);
Tests using rounded edges, in order to find different corner approaches (right)
During production, the following parameters are to be monitored:
- Material feed to extruder;
- Material flow to nozzle;
- Temperature of the system;
- Cooling of the print;
- Support of the print.
After printing, double-curved surfaces need to be taped over. This is also currently being implemented.

Figure 9: In May, 10 XL put their latest 3D-printer in operation. The machine is equipped with a rotary axis
and can print parts with dimensions of up to 12 x 3 x 3 m. Also, tape placement over double curved surfaces has been tested.
Design/Engineering
TSI is currently verifying the global loads, validating the laminates, and defining the global FEA model for the catamaran vessel.
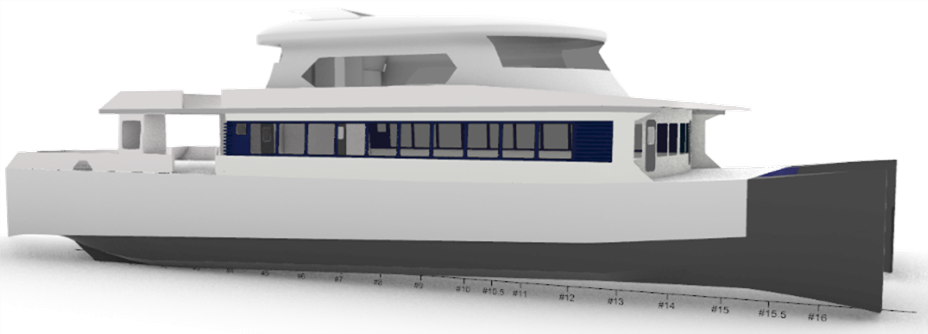
Figure 10: 3D CAD model of the catamaran design
Optimization
In terms of optimization, the partners have been working on redesigning the superstructure (also demonstrator), including validating laminates (local loads) and providing feedback to the partners involved in building the demonstrator.
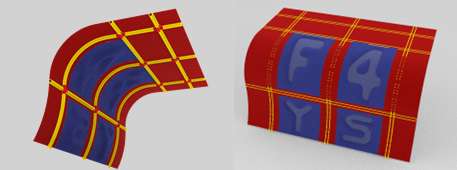
Figure 11: Superstructure redesign (CAD model)
Furthermore, CurveWorks has submitted an optimised version of the catamaran’s S/E:
- Fully manufacturable using an adaptive mold;
- Option 1: 3D Composite Kit™ (monolithic);
- Option 2: 3D Composite Kit™ (sandwich).
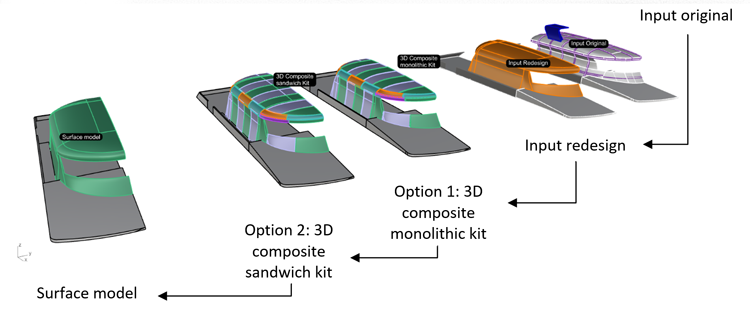
Figure 12: Redesigned version of the catamaran’s S/E, optimised for using CurveWorks technology
WP4: Smart Manufacturing for Shipyard 4.0
WP4 has achieved remarkable advances since the last project newsletter: For instance, the subtask 4.1.1. (“Key parameters to be monitored in the selected production technologies”) was successfully completed in project month 10; its focus was on the hardware selection for each manufacturing process (UV cured pultrusion, composite hot stamping, vacuum infusion, adaptative moulds, AFP and AM), as specified in subtask 4.1.2. (“IoT platform and Digital Twin Model definition”). This task also includes the selection of the Data Acquisition System (DAQ), the sensors and the development of the web platform.
At this stage, a DAQ system has already been selected, and the choice of sensors to be evaluated and verified has been narrowed down considerably. For example, if contact between the workpiece and the temperature sensor is not possible due to the nature of the manufacturing process, a pyrometer will be used, otherwise a thermocouple.
There was also significant progress in the web platform developed by CIMNE, as the functionality for digital twins was extended. This will facilitate the development of the models for the relevant downstream processes.
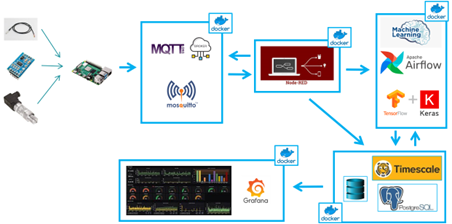
Figure 13: General outline of the IoT web platform
June officially marks the start of task 4.2 (“Implementation, validation and analysis of developed shipyard 4.0 tools”) and subtask 4.2.1 (“Sensor networks installation and integration into production environment”). This subtask, led by TSI, comprises the purchase and installation of the monitoring systems. Before implementation in the respective equipment, sensor tests will be performed and data from the data acquisition system will be uploaded to the web platform.
WP5: Environmental LCA, Recycling and Waste Management
The recent work in WP5 led by Lodz University of Technology focused on preparing the ground for the life cycle assessment (LCA) analysis of FRP manufacturing and connection technologies developed in FIBRE4YARDS. Since the last newsletter issue, the team from Lodz University of Technology has visited two more partners to compile an LCA inventory of the technologies used in FIBRE4YARDS and to define the scope of the life cycle inventory analysis:
- In March 2022, the team from Lodz visited the Irurena Group facilities at Mondragon University in Arrasate, Spain. They received an introduction to the details of UV pultrusion technology (robtrusion) for the production of FIBRE4YARDS profiles and were able to see the UV pultrusion machine in operation. The Lodz team explained the key elements of the life cycle inventory and what type of data (such as raw materials, and energy consumption) will be required from the partner to perform an LCA analysis of the process. In addition, both teams discussed the appropriate definition of the functional unit.
- In April 2022, a third LCA inventory visit was paid to 10XL’s facilities in Dordrecht, The Netherlands. 10XL presented the extra-large 3D printing and AFP (Automated Fiber Placement) technologies used in FIBRE4YARDS. The Lodz team gathered LCA-relevant information, such as the origin of the raw material compounds (mostly from post-consumer waste), the energy demand of each process stage (including hydrogen welding), as well as water and air consumption. The Lodz team also experienced a 3D printing demonstration by 10XL’s industry-scale printers.

Figure 14 (left): In March, the Lodz team visited the partner Irurena Group in Mondragon / Spain.
Figures 15 and 16 (center and right): In April, the Lodz team paid a visit to 10 XL in Dordrecht / The Netherlands
The visits will allow the elaboration of preliminary environmental models for the technologies used in FIBRE4YARDS.
WP7: Business plans. Cost-benefit analysis. IPR exploitation and market uptake.
Between January and May 2022, the activities of WP7 focused on developing surveys to gather input from the FIBRE4YARDS partners to identify initial business models and exploit the project results. A ten-page questionnaire addressed the plans of the partners from a business and commercial perspective. The survey structure closely follows the Business Model Canvas method. Different business models will be investigated to ensure the further exploitation of the FIBRE4YARDS project results.
InnovAteknea will work closely with the partners concerned to identify the best business models for the further development of the FIBRE4YARDS solutions by the end of 2022 to concretise the necessary measures to exploit the results.
Two different surveys were created based on the currently existing business models to ensure optimum use of the business opportunities and the associated business models for the exploitable solutions of FIBRE4YARDS:
- A specific survey for the SMEs and larger industrial partners in the FIBRE4YARDS consortium;
- A specific survey for “non-profit” FIBRE4YARDS partners, such as public research institutions, NGOs or universities.
Figure 17: Screenshot of the questionnaire for non-profit FIBRE4YARDS partners
Note: To understand the structure of the project and the dovetailing of the work packages, please see the diagram available here.
WP2: Assessment of Advanced FRP Production and Joining Technologies
Work on the sub-assembly connection technologies has progressed well over the last six months. The team has established a test plan for the sub-assembly level prototypes and completed the first batch of 4-point bending tests for the sandwich panels. These tests evaluated the performance of the panels with and without connection for three different types of laminates, and the results obtained were auspicious.

Figure 1: 4-point bending test
Furthermore, we conducted the first manufacturing trials of the demonstrator for the pultruded curved stiffeners. The technology providers have made changes to the machines to achieve improvements in areas such as feasibility, repeatability, geometrical accuracy and productivity to better suit the production of the demonstrators. They are currently in the process of measuring and optimising the impact of these improvements.
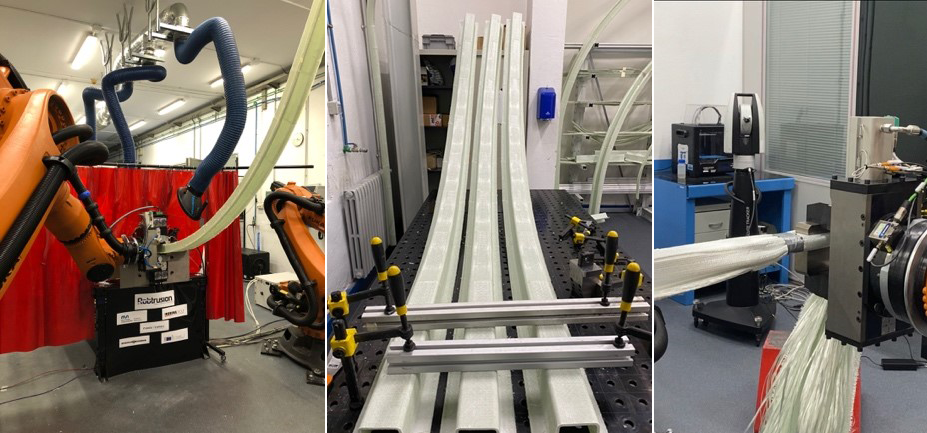
Figure 2: New machine (left), repeatability test (middle), test with laser tracker (right)
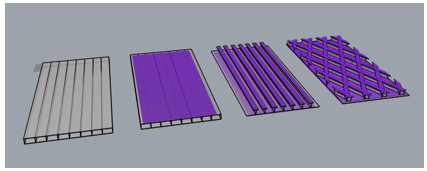
The team has also made great progress in its work on acoustic damping. They have designed functionalised plates and performed simulation modelling to optimise their performance. These functionalised composite plates were also successfully manufactured.

Figure 3: Acoustic damping tests
WP3: Design and Engineering for Vessel Production Improvement
Numerical procedures
The following activities have been successfully completed:
- Constitutive model for thermoplastic;
- Beam model for pultruded elements;
- Numerical model for 3D-printed composites;
- Multi-model analysis for composite connections.
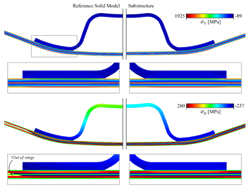
Figure 4: Comparison between the stresses in x and y direction
on the solid reference model and the corresponding substructure (magnification x10)
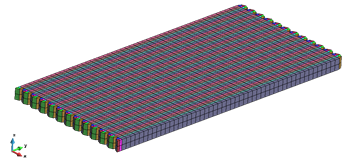
Figure 5: Mesh for the printed path
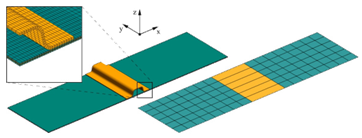
Figure 6: Reference and multi-scale models
Demonstrator Patrol Boat
- 10XL and CompassIS continued the work on the 3D-printed and ATP (Automatic Tape Placement) hull redesign;
- 10XL provided several very interesting alternatives for the hull, including honeycomb structure;
- Several options will be analysed to optimise structural performance and production.
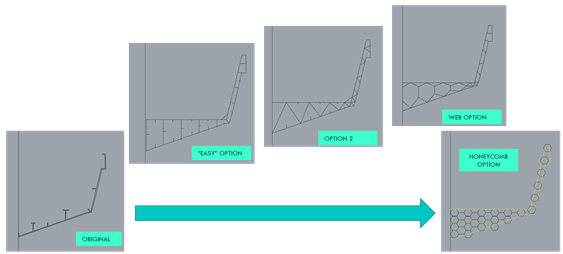
Figure 7: Different proposed options for the patrol boat hull redesign
- A CFD (Computational Fluid Dynamics) model for obtaining pressure loads for sections as specified by Bureau Veritas has been prepared and run in a local machine;
- AWS (Amazon Web Services) computing solutions (3.3 Optimization) will be used for performance/costs comparison;
- CompassIS (with support from Bureau Veritas) is writing a report on the original design’s FEM (Finite Element Method) analysis performed.
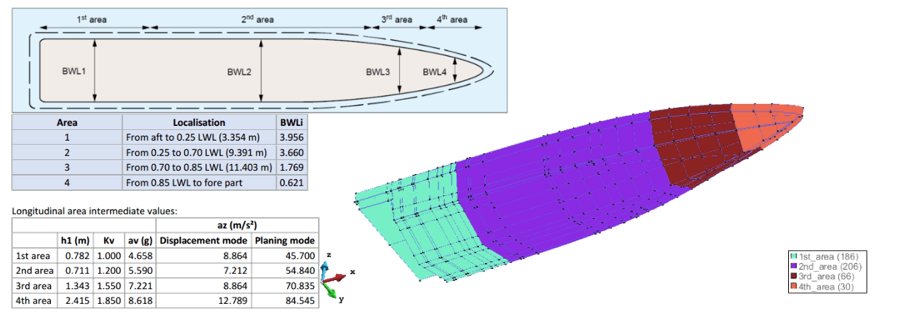
Figure 8: New CFD run with sections defined by Bureau Veritas
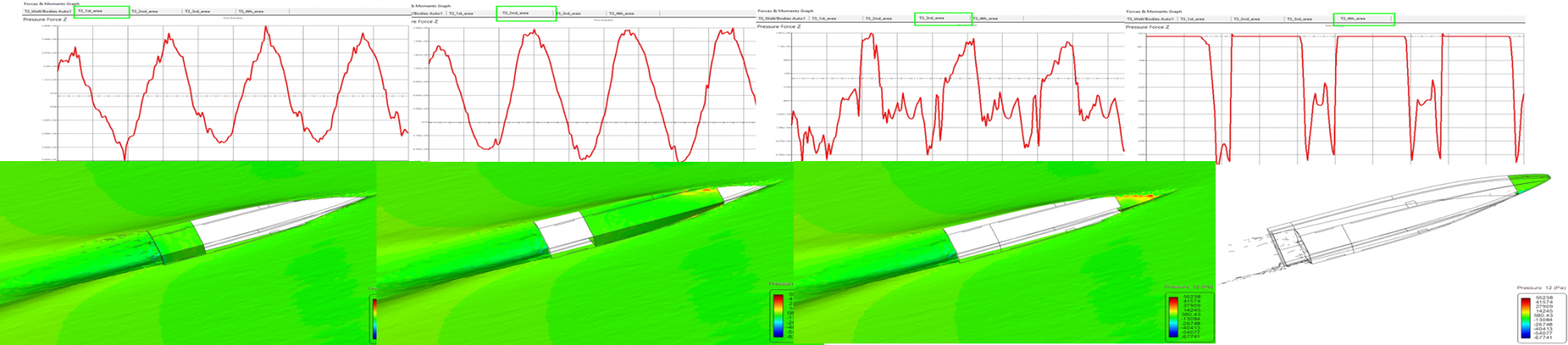
Figure 9: New run of the CFD (results for the different sections)
- Global loads review and FEM analysis global model definition tasks are completed.
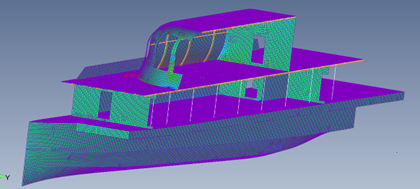
Figure 10: Catamaran global FEM model
Tasks currently ongoing include the analysis of local loads, connection, seakeeping, as well as power estimation, structural validation and verification.
Optimisation
Superstructure (one of the demonstrators) redesign has been completed:
- Validation of laminates (local loads);
- Providing feedback to partners involved (demonstrator construction).
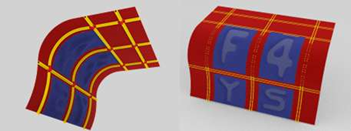
Figure 11: Final CAD-model redesign of the catamaran superstructure (also demonstrator)
Final redesign for the catamaran superstructure (also demonstrator):
- Adaptation of a HPC (High-Performance Computing) remote calculation tool within Tdyn FEM suite, in order to be able to perform analyses in cloud services (AWS);
- Remote calculation testing in local clusters is ongoing.
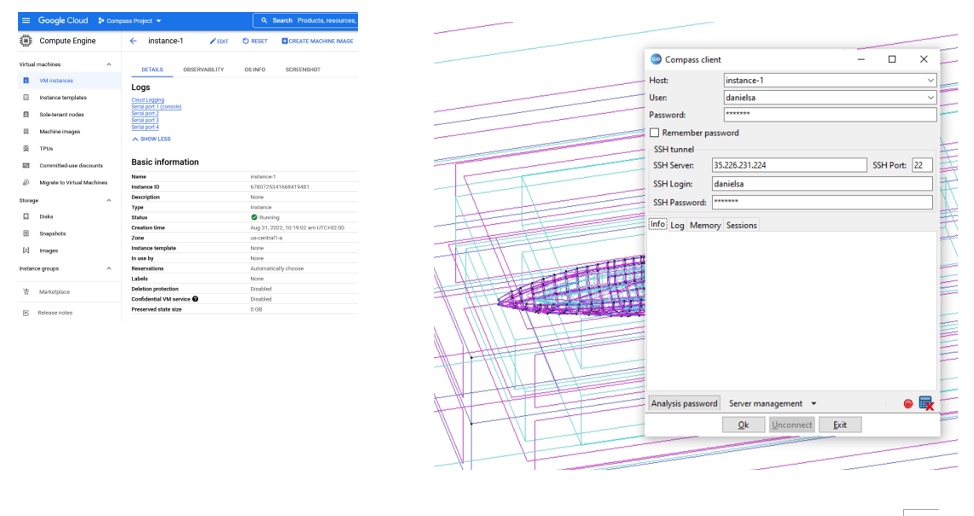
Figure 12: Remote calculation testing in cloud services (AWS) and in a local cluster
WP4: Smart Manufacturing for Shipyard 4.0
WP4 has made significant progress:
- The arrival of sensors and acquisition systems at TSI’s facilities has put an end to our concerns in terms of supply uncertainty due to the global situation.
- The work on the task “Sensor network installation and integration into production environment” is progressing at a good pace after receipt of the material. The team is currently focusing on the system development and starting to work on the data acquisition systems, the sensors and the Single Board Computers (SBC). In parallel, testing begins to check the functioning of all components of the monitoring systems.
- Regarding cybersecurity, we have seen significant progress as Naval Group has already proposed a software and hardware architecture that meets the requirements of the platform, although some details still need to be discussed with the other project members. Meetings have been scheduled to facilitate exchange and expedite completion of this task.
WP5: Environmental LCA, Recycling and Waste Management
Since the last newsletter issue, the team from Lodz University of Technology completed the life cycle inventory analyses and determined preliminary environmental profiles of the technologies developed for FIBRE4YARDS. The fourth LCA inventory visit took place in May 2022 at Curve Works in Alphen aan den Rijn, the Netherlands. Curve Works presented alternative solutions for an adaptive moulding process to create curved shapes from 3D drawings.
The LCA analyses were carried out according to ISO standards 14040-14044. For each technology, the functional unit was defined in relation to 1kg of the final product. At this stage, the LCA calculations do not include an end-of-life-scenario due to a lack of data for all technologies. The LCA analyses were performed using two environmental models: ReCiPe 2016 Midpoint(H) and IPCC 2021 GWP 100a. SimaPro version 9.00.49 and Ecoinvent 3.8 database were used for the calculations.
The results of the LCA calculation show that for the technologies applied for FIBRE4YARDS, the greatest environmental loads come from materials and compounds (between 80 to 95%). The contribution of other elements, including energy, ranges from 6 to 15 %. As an example, a reduced process tree is shown in Figure 13, which illustrates the percentage share of individual materials in terms of environmental load for the IRURENA element of CO2 emissions.
As far as IRURENA’s technology is concerned, the largest environmental load comes from glass-fibre-reinforced plastic and vinyl acetate used in the UV formulation of the product, totalling 89%.
According to the ReCiPe Midpoint (H) methodology, three impact categories are most affected by the technologies developed under the project: terrestrial ecotoxicity, global warming and human non-carcinogenic toxicity.
To be able to provide definitive recommendations for optimal solutions for environmentally friendly FRP production technology for the shipbuilding industry, the inventory tables and calculations need to be upgraded.
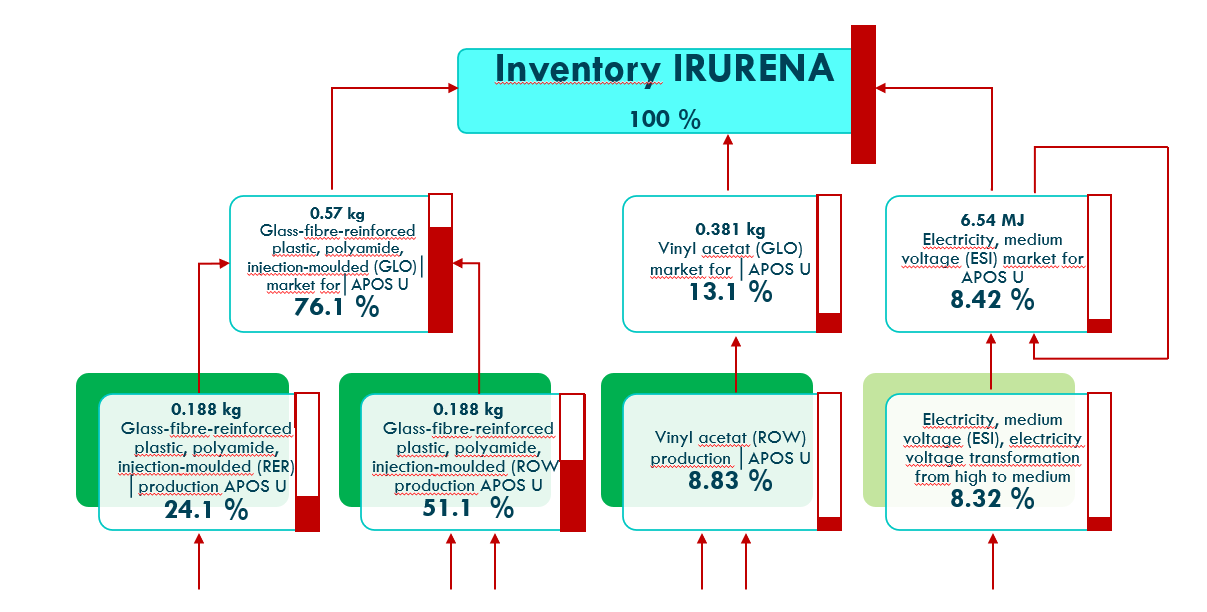
Figure 13: As far as IRURENA’s technology is concerned, the biggest environmental load comes from
glass-fibre-reinforced plastic and vinyl acetate used in the UV formulation of the product, totalling 89%.
WP6: Manufacturing and testing of demonstrators
Over the last few months we have defined the test matrix with different configurations for each partner (10 XL, Curve Works and Naval Group).
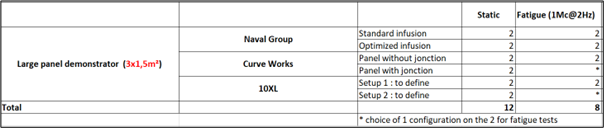
Figure 14: Final test matrix
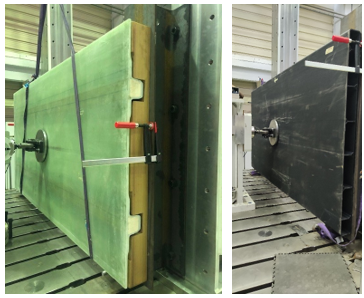
We also defined the test bench and the test arrangement (area of application of the effort, supports, etc).
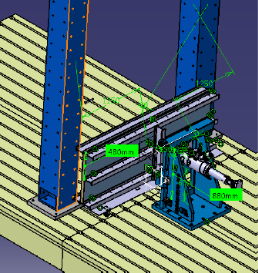
Figure 15: Test bench
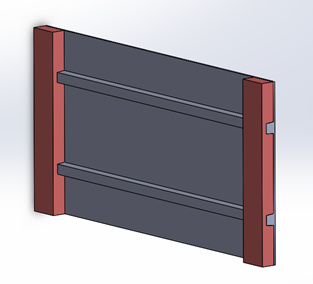
Figure 16: Naval Group’s panel configuration
For the demonstrators managed by Naval Group, we have finalised the panel design (thickness, type of fabrics, etc) thanks to the calculation work done by TSI. This enabled us to place raw material orders before the end of 2022.
In parallel, we have defined the sensors needed for process and trial monitoring, and also placed the order for the components.
We are currently preparing an extension of the mould that will be used to produce the demonstrators. A first infusion test is planned for February 2023.
WP7: Business plans. Cost-benefit analysis. IPR exploitation and market uptake.
In the past six months, the Business Model Canvas method was applied to ensure the optimal exploitation of business opportunities and associated business models for the exploitable solutions of FiBRE4YARDS.
To identify potential business models, specific questionnaires were sent to the non-profit and for-profit consortium members. The answers provided the input for each consortium member's initial business model and served as a basis for the subsequent models.
InnovAteknea has identified two to three business models depending on the size and profile of the organisation. The models were shared with the organisations for review and comment. In the next step, further analyses are required to understand the business processes of the consortium members in detail and to formulate a detailed cost-benefit analysis of the identified business models.
To this end, the consortium partners will be requested to provide more data about their services and products. As a result, a cost-benefit analysis and a global business plan with strong predictive power can be produced.
WP2: Assessment of Advanced FRP Production and Joining Technologies
Over the past six months, we have devised a monitoring strategy for the 4-Point Bending tests and defined a manufacturing plan for the constitutive components: thermoplastic hot-stamping node, sandwich panels and pultruded profiles.
The successful development of the first thermoplastic hot-stamping node marked a significant milestone. Extensive manufacturing trials resulted in an optimal balance between manufacturability and mechanical properties. We are now swiftly progressing with the production of the required brackets.
In the coming months, we will focus on the assembly of the representative bracket section, setting the stage for the planned 4-Point Bending tests.
In addition to the progress made in the representative section, we are pleased to announce that the team has successfully concluded the implementation guidelines for adapting new composite manufacturing processes to the shipbuilding industry. With the completion of this task, we provide valuable insights and recommendations to facilitate the adoption of advanced composite techniques in shipbuilding.
Furthermore, the experimental tests for the assessment of the acoustic black holes (ABH), conducted at the TSI facilities, were completed during this period. These tests provided valuable data that greatly improved our understanding of the acoustic properties and allowed us to refine our strategies accordingly.
The progress achieved in WP2 over the past six months sets a solid foundation for the upcoming phases of our project: the shaping of the real-scale demonstrator.

Figure 1: First representative bracket section.

Figure 2: Plate with five acoustic black holes.
WP3: Design and Engineering for Vessel Production Improvement
Demonstrator Patrol Boat & Optimisation
A first complete 3D model of the new hull geometry was sent by partner 10XL for testing. Partner CompassIS performed tests for optimisation procedures and exchange of model data. 10XL also sent an optimised version including hull, bulkheads and transversal elements. A final version including longitudinal elements is expected soon and will be incorporated into the FEA model.
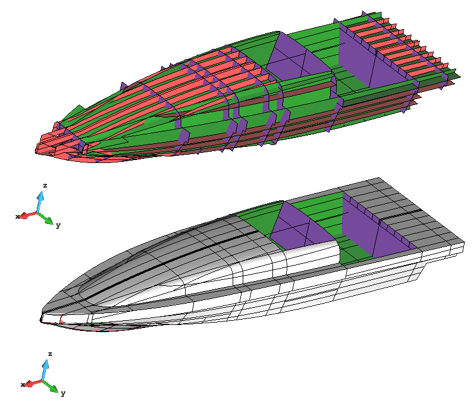
Figure 3: General view of the external hull and internal structural elements of the optimised geometry for 3D printing.
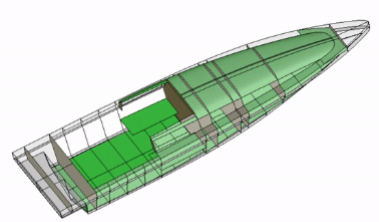
Figure 4: General view of the bottom of the hull of the optimised geometry for 3D printing.
Demonstrator Catamaran & Optimisation
Currently, we are still working on the verification. The laminates, internal structure, loads, and global models are completely assessed. Now, our work is focusing is on validating the local models, joints and calculations and preparing the documents for approval by Bureau Veritas.
The calculations to confirm the new construction technologies addressed in WP2, as well as the modular construction, are completed.

Figure 5: Evolution of the catamaran design, from original concept to optimised design.
Figure 6: Detailed view of the FIBRE4YARDS demonstrators (bow and upper deck), and their location within the full catamaran structure.
WP4: Smart Manufacturing for Shipyard 4.0
WP4 made significant progress in terms of monitoring the project partners' production systems.
As for the monitoring systems designed with DAQ cRIO, both programming and testing at the TSI facilities are completed.
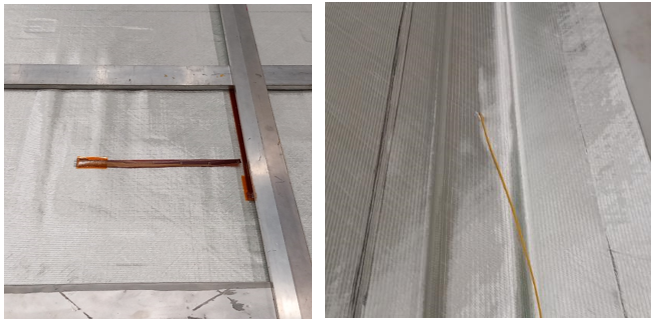
The installation of TSI's monitoring system at the partner Irurena Group is also completed. The system will be tested in a real manufacturing environment in the coming weeks.

Figure 7: One of the sensors installed at the facilities of partner Irurena Group.
During the installation, we noted that the data generated by the sensors can be viewed on Grafana. This allows for data monitoring from any device and location, aligning with the OSI4IOT platform and bringing IoT technologies to the project.
The OSI4IOT platform has been shipped to partner INEGI. Monitoring tests in a real manufacturing environment are planned in the coming weeks.
Installations at the facilities of the other partners were performed at the end of June 2023.
Since the last newsletter, partner Lodz University of Technology has upgraded the environmental profiles of the technologies developed for FIBRE4YARDS. In May, the fifth Life Cycle Analysis (LCA) inventory visit was made to partner Naval Group in Lorient, France. The main objective of the visit was to get acquainted with the demonstrator assembling technology, which eventually completes the LCA analysis of FIBRE4YARDS. Naval Group provided LCA data for the assembly of a small-scale boat. This data was used to create a preliminary environmental profile of the full-scale demonstrator and will be updated once the final data from Naval Group is available.
In this phase of the project, we carried out initial LCA calculations with end-of-life (EoL) scenarios. As an example, the LCA results for the technology from partner Curve Works are shown in Figure 8. The materials used in the parts from Curve Works are incinerated or landfilled; e.g. glass fibre: 30% incineration, 70% landfill, epoxy resin: 70% incineration, 30% landfill, polyurethane, rigid foam: 45% incineration 55% landfill.
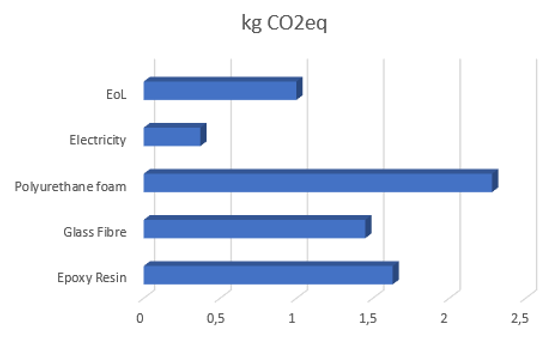
Figure 8: Environmental loads produced by the technology of partner Curve Works expressed in CO2 kg equivalent including EoL scenario.
LCA calculations show that taking into account waste treatment (EoL) increases the environmental load of the technology from 5,82 to 6,73 kg CO2 equivalent as none of the materials is recycled.
Similar calculations were carried out for other FIBRE4YARDS technologies. They show that the average environmental load of 1 kg of final product manufactured with FIBRE4YARDS technologies remains relatively low compared to 1 kg of a conventionally manufactured product.
Final calculations of the environmental load in FIBRE4YARDS will be carried out after the assembly process in Naval Group.
Over the past six months, WP6 has focused on the design and the production of small scale demonstrators for the tree partners concerned (Curve Works, 10XL and Naval Group).
We have defined the type of sensors to be used for mechanical test instrumentation, in this case not only conventional strain gages but also QRS tapes and Bragg network optical fiber.
Mechanical tests were started at the ENSAM in Angers on 14 April 2023 with the configurations NG4 and NG8.
As of June 2023, all panels made by Naval Group and the two first panels from partner 10XL have been delivered at partner IRT Jules Verne (test bench in Angers). For now, the results of mechanical tests are being analysed.
We have integrated the vibrational tests on a demonstrator of each partner in the schedule for the end of September 2023. Thanks to these tests, we will be able to compare the vibratory response of the different kind of structures (analysis conducted by TSI with the support of IRT Jules Verne).